תהליך התפתחות התיב"ם במקביל להתקדמות מכונות העיבוד שבבי לכרסום
בכל שנות קיומו של המושג " תיב"ם " (תכנון וייצור בעזרת מחשב) הוא בא לתת מענה לקושי ולמורכבות בכתיבת תוכנית עיבוד שבבי המכילה בתוכה את כל תהליך ייצור החלק מראשיתו ועד סופו, לוקחת בחשבון את מגבלות הייצור תוך שימוש בטכנולוגיה קיימת והספקת המוצר בזמן הנדרש.
לידתו של התיב"ם התרחשה אי-שם בשנות השבעים של המאה הקודמת, הוא החל לרקום עור וגידים בשנות השמונים, קיבל זריקת עידוד וקפיצת מדרגה עם המצאת המחשב האישי (PC) ומערכת ההפעלה DOS וצורתו הנוכחית החלה להתגבש בשנות התשעים עם שחרורה של מערכת הפעלה חלונות (Windows), בכתבה זו אסקור את השלבים השונים בהתפתחות התיב"ם במקביל להתפתחות מכונות העיבוד שבבי מבוקרות המחשב (CNC) הנפוצות בשוק עם קריצה לעתיד.
אין ויכוח על כך שגם לפני שנות השבעים של המאה הקודמת תכננו, ייצרו והרכיבו מכונות בעלות אלפי רכיבים אשר יוצרו בעיבוד שבבי, מטוסי סילון, חלליות רכבים ועוד, אך הטכנולוגיה בה יוצרו החלקים הייתה ישנה ורובה נעלמה מהעולם ובמקומה צמחה טכנולוגיית ייצור מודרנית, מהירה, ממוזערת, מעוצבת ומדויקת יותר. בכדי להגיע לטכנולוגיית ייצור זו נוצר צורך בתיב"ם המסוגל לתת מענה לדרישות הגבוהות.
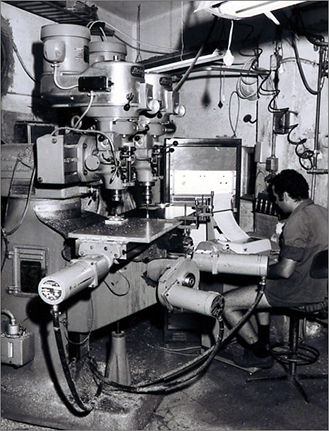
תהליך עיבוד המתכות החל עוד מתקופת הברזל, 1200 לפני הספירה ונמשך עד ימינו אנו רק השיטות השתנו. השימוש במכונות לעיבוד שבבי הדומות במראן למכונות כיום החל בתחילת המאה הקודמת אך העבודה עליהן הייתה ידנית, מורכבת ומצריכה יכולת מפעיל גבוהה במיוחד. גם לתחום זה גויס "המחשב" והחל להוות כחלק בלתי נפרד מהמכונה החל בשנות 50-60 של המאה הקודמת.
בתקופה זו ושלאחריה בו החל המחשב או בשמו המדויק יותר "בקרה ספרתית" לשלוט על תנועות המכונה הומצא המושג NC (Numeric Control) , גודלו של המחשב היה כגודל חדרון קטן או ארון גדול והעבודה בוצעה לאט ובסבלנות, שיטת העבודה הייתה "בחוג פתוח" אשר משמעותה שליחת נתוני התמקמות למנועי הצירים באופן רציף ע"י המחשב, אך אין לו יכולת בקרה חוזרת האם הפקודה שהוא שלח התבצעה בשלמותה והציר אכן הגיע למקומו הרצוי והמדויק.
עם התפתחות יכולות המחשב תוך כדי הקטנת גודלו התפתחה היכולת לעבודה "בחוג סגור" בו המחשב מבקר את מיקום הציר בכל רגע נתון ויודע לתקן את עצמו בהתאם לנדרש.
מכונות עיבוד בעלות יכולות אלו נקראות מכונות CNC (Computer Numeric Control) הנפוצות בכל ענפי עיבוד המתכת, העץ והפלסטיק והן זקוקות למפעיל בעל ידע מסוים במחשב שלא היו זקוקים לו בעבר, הפעלת מכונות ה CNC לעיבוד שבבי מחייב כתיבת תוכנית Gcode המכילה בתוכה תנועות התמקמות ופקודות הפעלה ו/או הפסקה למרכיבים השונים של המכונה.
המצאת התיב"מ בסוף שנות השבעים בא בכדי לתת מענה בכתיבת תוכנית Gcode זו המותאמת לשפת בקרי המכונה השונים. חברת סימטרון בתחילת דרכה בראשית שנות השמונים, החלה לספק פתרון מלא ומקיף עבור תהליך התכנון והיצור המכאני כאשר פיתחה את המוצר המשלב בו פתרונות טכנולוגיים נרחבים (Integrated Technology) הנקרא בשמו המקוצר IT. בתחילת דרכו של המוצר IT הוא ידע לעשות דברים בסיסיים בלבד ודמה בשיטתו לעבודה על לוח שרטוט דו-ממדי עם יכולת מוגבלת בהפקת תוכנית Gcode בסיסית למכונות העיבוד שבבי המכילה בתוכה את מרבית טכנולוגיות העיבוד נכון לאותה תקופה.
הפעלת התוכנה הייתה מורכבת ודרשה משתמש מיומן ביותר בעל שליטה מלאה בהפעלת המחשב וידע טכנולוגי נרחב בעיבוד שבבי.
בגמר תהליך הפקת תוכנית ה Gcode הגיע שלב העברת התוכנית למכונה, באותן שנים המכונות ידעו לקרוא "סרט מנוקב" בלבד, כך שהיה צורך ליצור סרט מנוקב המכיל בתוכו את כל נתוני התוכנית ע"י ניקוב חורים (8 חורים לרוחבו) המציינים את האותיות והמספרים, המכונה המנקבת סרט נייר זה נקראת "טלטייפ" Teletype אשר היה מחובר למחשב, לאחר גמר ניקוב הסרט הוא הועבר לקורא הסרט במכונה וכך הוזנו נתוני התוכנית לבקר המכונה.
בתחילת דרכן של מכונות ה CNC הן עבדו כשילוב של שני צירים בלבד X ו Y ז"א יצור חלקים בעלי מישורי עבודה ישרים, כאשר ציר ה Z היה מופעל ידנית או מבוקר מחשב אך לא סימולטאנית יחד עם צירי XY בהמשך כשיכולות המחשב התקדמו שולבו כל שלושת הצירים XYZ לעבודה סימולטאנית ובשל כך התפתחה היכולת ליצור חלקים תלת מימדים בעלי מישורים משופעים או משטחים אמורפיים.
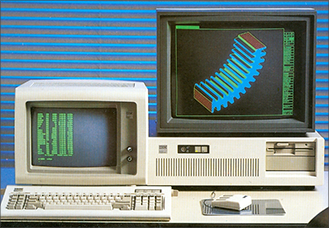
בכדי לספק פתרונות תכנון תלת מימדים המשיכה סימטרון במאמץ הפיתוח והשיקה גרסאות בעלת יכולות עיבוד שבבי מרחבי, באותן שנים תוכנות התיב"מ עבדו על תחנות עבודה "חזקות", גדולות ומגושמות. מחיר החומרה להרצת תוכנת התיב"מ הבסיסית היה כ 40,000$ לתחנה שניתן כיום לראותן רק במוזיאון או במזבלות. עם המצאת ה PC בגירסאת ה DOS ומחשבי XT ללא דיסק קשיח ועבודה עם דיסקטים של 5.25" החלו תוכנות התיב"מ לפתח מוצר נוח לשימוש ונגיש לכל מפעל עיבוד שבבי, כמובן עם התחזקות המחשב והמעבר ממסכים שחור/לבן לצבעונים עם 16 צבעים מסוג CGA ו EGA גם יכולות התיב"מ התחזקו ואנו זכינו לראות את מוצר הדגל של חברת סימטרון עובד על מחשב עם שני מסכים בו זמנית אחד לפקודות הפעלה והשני להצגה גראפית והתוכנה איפשרה למשתמש לתכנן ולייצר חלקים בכרסום תלת מימדי תוך כדי הצגת הדמית מהלכי הכלי והפקת תוכנית Gcode מושלמת.
במקביל יצרני מכונות העיבוד השבבי בשיתוף עם יצרני בקרות ה CNC לא שקטו לרגע והוציאו לשוק מכונות CNC עם בקרות מתקדמות יותר, מהירות יותר והחשוב מכול בעלות זיכרון סטנדרטי אשר איפשר לאכסן בתוכו את תוכניות ה Gcode המופקות מתוכנות התיב"מ הנעשות ארוכות יותר ויותר כתלות למורכבותו של החלק אותן הן צריכות לייצר. יכולות נוספות אשר שופרו בבקר המכונה הוא הקשר הישיר בין מחשב התיב"מ למכונה דרך יציאת התקשורת RS232 אשר ביטל לחלוטין את הצורך בסרטים מנוקבים מסורבלים ובעיתיים, יכולת העברת נתונים זו איפשרה למפעיל להעביר את תוכנית ה Gcode למכונה לאכסנה בזיכרון, או לעבוד במצב של On_Line כאשר מחשב התקשורת משועבד למכונה "ודוחף" את תוכנית ה Gcode לאורך כל תהליך העיבוד וכתוצאה מכך ניתן להשיג טיב פני שטח טובים יותר, היות ואורכה של תוכנית ה Gcode אשר הופקה ע"י התיב"מ מקנה רזולוציית עיבוד טובה יותר, בעלת דיוק גבוה וטולרנס מינימאלי מהמשטח המורכב הנדרש לשיבוב.
כיום כמעט כל בקרות ה CNC המודרניות מתאפיינות ביכולת אחסון נתונים בלתי מוגבלת, הן מכילות בתוכן דיסק קשיח או זיכרון ענק המדמה בנפחו דיסק גדול המאפשר עבודה רציפה, מהירה וללא האטות על תוכנית עיבוד ארוכה וכתוצאה מכך השגת טיב פני שטח מעולה ובזמן עבודה קצר. העברת הנתונים לבקרה נעשית בעזרת חיבורי רשת (network server) סטנדרטיים ובמיידית כאילו ביצענו העתקת קובץ במחשבנו האישי.
עם התקדמות השנים מכונות הכרסום הממוחשבות נהפכו ליותר ויותר מורכבות, למכנות 3 צירים הוסיפו ציר נוסף על השולחן והן נהפכו למכונות 4 צירים (XYZA), או תוספת ציר המשלב בתוכו שני צירים נוספים רביעי וחמישי והן נהפכו למכונות 5 צירים (XYZAB) , רובן מסוגלות לשלב סימולטאנית את כל חמשת הצירים וע"י כך אופי מורכבות החלקים הניתנים ליצור עלתה וכיום ניתן לשבב כמעט כל חלק בדפינה אחת ולסיים את העבודה מחמישה צדדים בו זמנית.
בכדי לשדרג את תהליך העיבוד השבבי, יצרני המכונות החליטו לשלב את הציר הרביעי והחמישי כחלק בלתי ניפרד ממבנה המכונה ולקטלג את המכונה כמכונת כרסום חמישה צירים ייעודית בעלת דיוקים גבוהים בכל חמשת הצירים ותנועת עיבוד סימולטאנית רציפה תוך השגת טיב פני שטח חלק וללא סימני האטה.
מכונות אלו נהפכו היום ליותר ויותר נפוצות בקרב מפעלי העיבוד שבבי בארץ ובעולם, כתוצאה מכך נוצר הצורך בפיתוח תוכנת תיב"ם ייעודית לתכנות חמישה צירים אשר תענה על כל דרישות ייצור החלק ותמיכה בטכנולוגיות השיבוב החדשניות הקיימות בשוק. הדרישה הראשונה והחשובה מכל לתוכנת עיבוד חמישה צירים סימולטאנית היא היות התוכנה פשוטה להפעלה, בעלת עקומת למידה מהירה ואינטואיטיבית אשר מקנה למשתמש יכולות שליטה והתערבות בכל שלבי העיבוד הטכנולוגי. חברת סימטרון השקיעה מאמצים רבים להשיק מוצר העונה על דרישות המשתמש תוך מתן פתרון מלא למכונות מורכבות אלו והפקת תוכנית Gcode אשר אינה מצריכה עריכה ידנית.
התוכנה נותנת מענה לעיבוד חלקים בעלי אופי של חמישה צירים מכל הסוגים, כדוגמת חלקים בעלי דרישות עיבודים אנדקסיאלים (עבודה מכל חמשת פאות הקובייה באופן שהציר רביעי חמישי מתמקם בזוית מסוימת והעבודה מתבצעת בשלושה צירים בלבד על אחד מצידי החלק).
עיבוד חלק בטכנולוגית חמישה צירים אינדקסיאלי של סימטרון
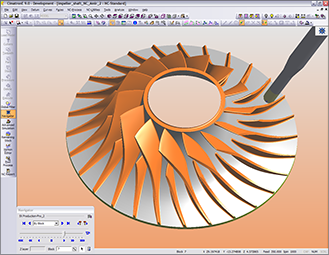
כמוכן התוכנה נותנת מענה מושלם לעיבוד חלקים בעלי אופי של חמישה צירים סימולטאני (עיבוד רציף מכל צידי החלק כאשר כל חמשת צירי המכונה נעים בו זמנית ומעבדים את החלק מכל הצדדים הניתנים לגישה עם הכלי ובהתייחס למגבלות הטכנולוגיות של המכונה).
עיבוד חלק בטכנולוגית חמישה צירים סימולטאני של סימטרון
יכולת נוספת בשימוש בתוכנת סימטרון לתיכנות חמישה צירים היא סימולציה מלאה של כל תהליך העיבוד בכלל זה הדמית המכונה במידותיה המדויקות תוך התחשבות בכלי השיבוב השונים ובמתקני הדפינה הדופנים את החלק לשולחן. יכולת זו מאפשרת למשתמש לבדוק את עצמו ואת תוצאות התהליך הטכנולוגי אותו הוא בנה "על חם" כאילו החלק משובב כעת במכונה אשר החלק עומד להיות מעובד עליה. סימולציה זו תציג התנגשות כלשהיא במידה וקיימת בין חלקי המכונה השונים, הכלים והחלק.
ההתפתחות הטכנולוגיה המכאנית מאפשרת היום ליצרני המכונות לשדרג את רמת הביצועים שהלקוח יכול לקבל, כיום מיוצרות מכונות CNC בעלות מהירות תנועת סרק עד 90 מטר בדקה, מהירות זו נובעת מפיתוח מנועיים לינארים המבטלים את הצורך בבורג המוליך כך שהמנוע עצמו מבצע את תנועת השולחן ביחס לגוף המכונה.
פיתוח נוסף המתעתד לכבוש את שוק מכונות העיבוד שבבי הוא הנעת חלקי המכונה על פי שינויים חשמליים בקוטביות המגנטית של אותם חלקים כך שהשולחן יוכל לנוע על גבי בסיס המכונה ללא חיכוך, מכיוון שבעת התנועה הוא מתרומם מזערית (כאלפית המילימטר) מעל בסיס המכונה עקב הדחייה המגנטית בינהם, כתוצאה מאי חיכוך זה ניתן להגיע למהירויות שלא חלמו עליהן, מאחר וכל רכיבי ההניע והשליטה הם חשמליים ולא מכאנים הדיוק אליו ניתן להגיע בעת העבודה הוא מקסימאלי, תנועות השולחן ביחס לספינדל הינן רציפות ולא מקוטעות מאחר ואין אלמנטים מכאניים כגון ברגים, מסבים ומנועים הגורמים לקטיעת רצף התנועה בכל שינוי כיוון.
כל חידושים אלו כמובן ישפרו את זמני יצור החלק ויעלו את רמת דיוקו, אך בכדי להפיק את המרב מטכנולוגיה זו קיים הצורך שתוכנת התיב"מ תדע לייצר תוכנית עיבוד התומכת ביכולותיהן של מכונות אלו, בתוכנת סימטרון בכל סוגי העיבודים החל מרמת ה 2.5 צירים ועד 5 צירים קיימת אופציה של HSM (High Speed Machining) כחלק בלתי נפרד וסטנדרטי מהתוכנה.
אופציית HSM זו מתאפיינת באסטרטגיות עיבוד ייחודיות השומרות על רצף תנועה אחיד המאפשר למכונה לבצע את השיבוב באופן חלק. כתוצאה מעיבוד זה התוצאות שנקבל יהיו מהירות יותר (שיפור זמני יצור בכ 30%), מדויקות יותר ובעלות טיב פני שטח גבוה יותר (כאלפית המילימטר).
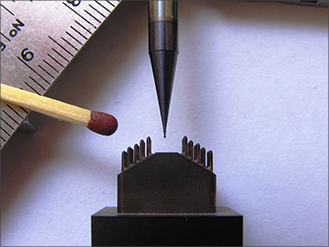
בהמשך להתפתחות מכונות ה CNC התפתחה נישה של עיבוד ממוזער Micro-Milling הכוונה היא לשיבוב חלקים זעירים תוך שימוש בכלי שיבוב בקטרים של עשירית המילימטר ואף קטנים מכך. השימוש בכלים בעלי קוטר קטן מחייב שינוי והתייחסות מיוחדת לתנועות הכלי בכדי לשמור על שלמותו ויכולתו לעבוד זמן ממושך. תנאי השיבוב חייבים להיות בעלי מהירות סיבוב כלי גבוהה הנעה בין 18,000 סל"ד ועד 80,000 סל"ד, התנועות חייבות להיות רציפות אשר יגרמו למכונה להתקדם ללא שינויי תאוצה והאטה, והחשוב מכול הסרת נפח שבב אחיד לכל משך זמן השיבוב.
המכונות חייבות להיות בעלת רזולוציית תנועה של אלפית המילימטר לפחות, דיוק וחזרתיות גבוהים בסדר גודל של אלפית המילימטר, מכונה יציבה וללא רעידות ומעל לכול מחשב מהיר המסוגל לקרוא את התוכנית המורכבת מאלפי תנועות קצרות ולהריץ אותה באופן רציף בהתאם לתנאי השיבוב הנדרשים.
גם לנישה זו, של עיבוד זעיר פיתחה סימטרון מודולה ייחודית המשתלבת כחלק בלתי נפרד מהתוכנה הנרחבת הלוקחת בחשבון את כל האילוצים המחמירים בשימוש בכלים לעיבוד Micro-Milling, בשימוש ביכולת זו, תוכנית הGcode המופקת מסימטרון תכיל בתוכה את כל האילוצים הטכנולוגיים לעבודה עם כלים זעירים אלו.
חזון הפתרון האולטימטיבי עוד רחוק מהשגה, אך בהתאם לשלבי ההתקדמות הטכנולוגיים אשר הוצגו בכתבה זו אנו יכולים להגיד בביטחה, שהשמים הם הגבול ולא רחוק היום בו נוכל לתכנן, לעצב ולייצר את כל אשר אנו חפצים. גם בסימטרון נערכים לעתיד לבוא ע"י שיפור האינטראקציה בין המשתמש לתוכנה והטמעת "בינה אנושית" כחלק בלתי נפרד בכדי להגיע לתהליך טכנולוגי המהווה את החזון האולטימטיבי בעיבוד שבבי