מכונות MTM – שיא הקידמה הטכנולוגית
חלומו של כל בעל מפעל עיבוד שבבי הוא מכונה שהיא "מפעל שלם", מכונה העונה על רוב הדרישות הטכנולוגיות, מכונה המפיקה חלקים מורכבים ביותר ובזמן מינימלי. ובכן החלום מסוגל להתגשם במכונת ייצור אחת, מכונת כרסום וחריטה משולבת Multi-Tasking Machine.
שני ספינדלים, מספר צריחים, חומר גלם מעובד בהרבה תחנות, העובד עובר מספינדל אחד לשני ללא מגע יד אדם, בצד אחד נכנס חומר גלם ובצד שני יוצא חלק מושלם. הן מהירות יותר, מדויקות יותר ומתוחכמות יותר. מכונות אלו מאששות את המושג "התייעלות טכנולוגית תוך הגדלת כוח הייצור".
אם בעיבוד שבבי לכרסום אנו מכירים מכונות בעלות חמישה (5) צירים ולעיתים נדירות עם שישה (6) צירים במכונות MTM בסיסיות מתחילים עם עשרה (10) צירים ומעלה.
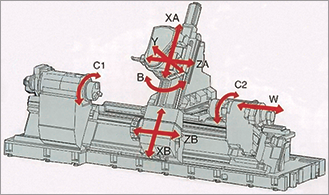
בכדי להבין מה זה עשרה צירים נתבונן בתרשים מס' 1, הצירים מוגדרים ע"פ אופי התנועה אשר אותה הם מסוגלים לבצע:
ספינדל ראשי C1 – ציר סיבובי, ספינדל משני (אחורי) C2 – ציר סיבובי בעל יכולת תנועה גם בציר W (ציר Z של המכונה).
הצריח העליון המיועד לחריטה וכירסום שאף הוא ציר סיבובי, מצודד על ציר עצמי B והוא נע אנכית בציר XA על בסיס אשר נע אופקית בשני צירים נוספים ZA ו Y.
הצריח התחתון נע בשני צירים ZB ו XB ולעיתים ניתן גם להוסיף לו כליי כרסום.
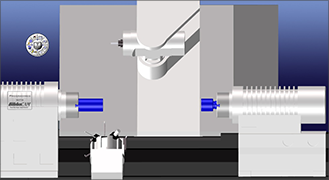
השילוב בין הצירים (תמונה מס' 2), הוא כמעט אין סופי וישנן אין ספור אפשרויות עבודה מתוזמנת, להלן כמה מהשילובים השכיחים:
צריח עליוןA) ) מכרסם או חורט על ספינדל ראשי C1)) ובעוד הצריח התחתון (B) עובד על הספינדל המשני (C2) ולהיפך.
שני הצריחים חורטים או קודחים בו זמנית על אותו ספינדל ראשי או משני.
הצריח העליון מכרסם בחמישה צירים סימולטאנית על החלק הדפון בספינדל הראשי בעוד הצריח התחתון מבצע חריטה על הספינדל המשני ולהיפך.
המושג "השמיים הם הגבול" מתאר במדויק את כמות אפשרויות התזמונים במכונות אלו.
המושג MTM מכיל בתוכו מגוון רחב ביותר של קונפיגורציות מכונות חריטה משולבות כרסום. כל יצרנית מכונות MTM מפתחת ומחדשת חדשות לבקרים קונפיגורציה ייחודית המשפרת את תהליך הייצור ומגדילה את יכולות המכונה.
המבנה של שני ספנדלים הוא כמעט קבוע אך גם מיקומם משתנה, לרוב הם אחד מול השני והחלק מועבר ע"י תנועה מסונכרנת של הספינדל המשני לכיוון הספינדל הראשי, אך לעיתים הם נמצאים אחד מעל השני והחלק עובר מאחד לשני בעזרת זרוע רובוטית או תופס חלקים מסונכרן, רוב הספינדלים אופקיים אך קיימים כאלו הניתנים אף לצידוד זוויתי מבוקר מחשב.
השינויים השכיחים בקונפיגורציות בין המכונות השונות הם: כמות הצריחים, יכולותיו של כל צריח, אפשרויות ומגבלות התנועה של כל צריח, צריח מוזן כלים ממחליף כלים חיצוני (ישנן מכונות בעלות מחליף כלים המכיל מאות כלים) או צריח סיבובי כאשר הכלים נמצאים בתחנות קבועות עליו, צריח עם תחנות כרסום ו/או חריטה, למעשה המבנה משתנה בהתאם למוחו הפורה של מתכנן המכונה, ואכן כמו שכתבתי קודם "השמיים הם הגבול".
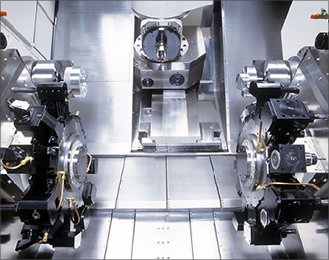
לדוגמא בתמונה מס' 3 ניתן לראות מכונת MTM בעלת שני ספינדלים, צריח עליון המסוגל להחליף כלי כרסום וחריטה בעזרת מחליף כלים חיצוני, ושני צריחים בעלי 12 תחנות כלים כל אחד עם יכולות כרסום וחריטה מלאות.
קיימות מס' סיבות לחובת השימוש במכונותMTM ולהלן כמה מהחשובות יותר:
סיבה ראשונה נובעת מהדרישות הנוקשות של מתכנני החלק ומזמיני העבודה. ככל שהחלק מדויק יותר קיימת חובה לייצרו ללא החלפת דפינות בתהליך הייצור, מאחר וכל דפינה נוספת גורמת לאיבוד דיוק מסוים המצטבר לעיתים לכדי פסילת החלק. לכן כשהמכונה היא מחרטה משולבת כרסום חמישה צירים וגם ניתן להעביר את החלק מצד אחד לצד שני באותו תהליך עיבוד ללא עזרת המפעיל העלול אף הוא להוסיף סטייה בדיוק, ניתן לסיים את החלק "במכה" אחת ולהשיג את דרישות הדיוק המחמירות.
סיבה שניה הינה כמות החלקים הנדרשת לייצור, ככל שהכמות עולה נדרשת אוטומציה בתהליך העבודה, במכונת MTM לאחר גמר התכנות וביצוע כיוון לכלים ולמכונה, כל הייצור ממשיך להתבצע אוטומטי ללא צורך במפעיל הצמוד למכונה כל הזמן. כמוכן למכונות אלו קיימת היכולת להוספת מזין מוטות ישירות לתוך הספינדל או הזנת חומרי גלם ע"י רובוט וכנ"ל גם לגבי פריקת העובד המוגמר. מכונות אלו עובדות עצמאית 24/7 כולל סופי שבוע וחגים, אינן מבקשות חופשות, פיצויים, דמי הבראה וכו', בקיצור העובד האידיאלי.
סיבה שלישית הינה שטח הריצפה הקטן יחסית שמכונת MTM דורשת. כיום, כשקיים מחסור רב בשטחי ייצור ועלותו של כל מטר מרובע מרקיעה שחקים, קיימת חשיבות רבה לשטח הריצפה המינימאלי אותו תופסת המכונה בכך שהיא "מחליפה" כמה מכונות כרסום ו/או חריטה נפרדות מבלי לגרוע מכמות החלקים המעובדים באותו פרק זמן.
סיבה נוספת שהיא אומנם אינה טכנית אבל לא פחות חשובה היא עלות המוצר ללקוח. בשוק תחרותי כשלנו במאה העשרים ואחת המחיר הינו גורם חשוב ביותר בייצור החלק, מכונת MTM המהווה "מפעל עצמאי" מסוגלת לייצר חלק מוגמר בזמן קצר משמעותית מאשר ייצור אותו חלק בכמה מכונות שונות, לכן יצרן העיבוד השבבי מסוגל להתמודד טוב יותר מול דרישות הלקוח ומול מתחריו יצרני העיבוד השבבי האחרים.
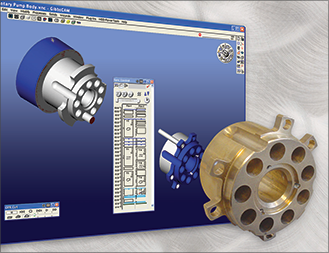
אבל על כל טכנולוגיית ה MTM עדיין מאפיל נושא הפעלתן, ככול שהמכונה מסובכת יותר, כך קיימת דרישה וצורך בתוכנת תיב"מ הנותנת פתרון מושלם לכל התהליך הטכנולוגי במכונות מורכבות אלו, התוכנה חייבת להתנהג כאילו היא עצמה מכונת MTM, בכלל זה המבנה המדויק של המכונה, תמיכה בכליי עיבוד ייחודיים ויכולת תזמונים בין שלבי העיבוד השונים בכל תהליך היצור. תוכנת GibbsCAM מבית סימטרון עוצבה ופותחה בדיוק עבור מתן פתרון מושלם לתמיכה במכונות אלו, מצד אחד פשטות הפעלה ומצד שני עוצמה טכנולוגית ותוצאות מדהימות.
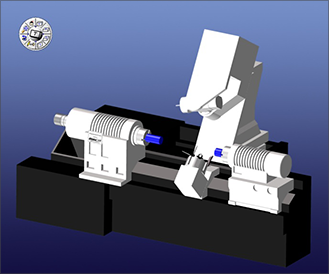
בעת תחילת העבודה עם תוכנת GibbsCAM, מגדיר המשתמש את סוג המכונה עליה יבוצע החלק (תמונה מס' 4), בהתאם למכונה המוגדרת נפתחות לשימוש כל האופציות הרלוונטיות לאותה מכונה. במידה והמשתמש הגדיר מכונה מסוג Mazak Integrex עם שני ספינדלים ושני צריחים מיד יפתחו לו האפשרות הרלוונטיות כדוגמת: השימוש בהעברת חלק מספינדל ראשי לספינדל משני, שימוש במודולת חמישה צירים ועוד יכולות כרסום וחריטה אשר המכונה מסוגלת לבצע.
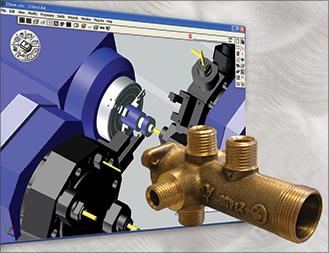
לכל משך תהליך הגדרת העיבודים לחריטה ו/או כרסום קיימת יכולת ניהול ותיזמון של העיבודים (תמונה מס' 5). פונקציה ייחודית זו מאפשרת למשתמש להגדיר פעולות עיבוד המבוצעות סימולטניות ע"י הצריחים על מנת לקצר את זמן העיבוד, כדוגמת חריטה על הספינדל הראשי עם שני הצריחים בו זמנית (אחד מלמעלה ואחד מלמטה) להשגת הסרת חומר גלם מהירה יותר, התוכנה יודעת לסנכרן את זמני תחילתו של כל שבב במהלך החריטה ודואגת שכל צריח ישבב חומר באופן אחיד תוך התחשבות בצריח השני.
התוכנה יודעת לסכרן פעולות קידוח משולב של הצריח העליון כנגד הצריח התחתון לחיסכון בזמן הקידוח, היכולת בביצוע קידוחים נגדיים מאפשרת בנוסף גם תמיכה של העובד בפני כיפוף. כמוכן במידה וקיימת יכולת כרסום בצריח התחתון ניתן בדומה לקידוחים הנגדיים לבצע גם פעולות כרסום כבדות משני צידי העובד ואין צורך בדאגה ללחץ חד צידי על העובד.
בעת ביצוע התזמון בין העיבודים השונים ניתן לאבחן את העיבוד הארוכים המהווים את "החוליה החלשה" במשך זמן הייצור ואז למקם ולהעביר עיבודים אחרים שיעבדו במקביל על ציר הזמן, לשנות את התהליך הטכנולוגי וכתוצאה מכך לחסוך זמן ייצור יקר. הפתרון האידאלי הוא ביצוע עבודה רציפה על שני הספינדלים כך שלא יהיה זמן "מת" על אחד מהם ואז תהליך הייצור יסתיים יחדיו במינימום זמן אפשרי.
יכולת תזמון זו בין הצריחים לספינדלים לעבודה משולבת, מחייבת שימוש במודולה הקיימת בתוכנה למניעת התנגשויות והדמיית תהליך העיבוד בשלמותו (תמונה מס' 6), בתחילת העבודה, בעת שהגדרנו את סוג המכונה עליה אנו מתכוונים לעבד את החלק נטען מבנה המכונה בפורמט "סוליד" לצורך הדמיה. המכונה "ממודלת" בתוכנה באופן חד פעמי ומוגדרת בה יכולות התנועה ומגבולותיו של כל ציר (מידות ומעלות), באיזה מישור הוא רשאי לנוע ובמה מותר או אסור לו לבוא במגע. ככל שהמשתמש יגדיר נכון ומדויק את אורכי הכלים Tool Offset, סוגי המחזיקים ומיקומם בצריח כך סימולציית המכונה תוך הסרת חומר גלם ובדיקת התנגשויות אמינה יותר עד מצב של אפס טעויות.
בכדי לקבל סימולציית מכונה אמיתית ככל הניתן, יש לדרוש מיצרן/יבואן המכונה את מבנה המכונה כקובץ "סוליד" כדי שהמשתמש בתוכנת GibbsCAM או מהנדסי היישומים של חברת סימטרון יגדירו ספציפית את המכונה ללקוח ע"פ המידות המדויקות שהתקבלו מהקובץ, שימו לב, יצרני המכונות אינם מעוניינים לתת קובץ "סוליד" של מבנה המכונה בכדי לא לחשוף סודות מבניים של המכונה, ובצדק, אבל ניתן לקבל רק את מבנה הצירים ומיקומם האמיתי אחד ביחס לאחר. ככל שנזין נתוני מכונה מדויקים יותר לתוכנת GibbsCAM כך ניתן לקבל את ההתאמה המרבית תוכנה/מכונה.
לאור הניסיון והשימוש הרחב בתוכנת GibbsCAM מבית סימטרון בארץ ובעולם, קיים המצב בו התוכנה מפיקה תוכנית Gcode למכונות MTM הכוללת תיזמונים מלאים בין העיבודים השונים כך שלמפעיל המכונה אין צורך בביצוע שום עריכה ידנית של התוכנית.